

Im Test: Die Multifunktionsmaschine Stepcraft-2/420 als CNC-Fräse
An Modellbauer und andere Feinmechaniker unter den ambitionierten Bastlern richtet sich die Firma Stepcraft mit ihren universell bestückbaren 3D-Maschinen. Wir unterziehen ein Exemplar einem ausgedehnten Praxistest.

- Fabian Thies
- Peter König
Den vielen günstigen 3D-Druckern auf der einen Seite und den einfachen CNC-Fräsen auf der anderen Seite setzt die Iserlohner Firma Stepcraft ihre universellen CNC/3D-Systeme entgegen. Dabei handelt es sich um solide 3D-Positioniereinheiten, die sich je nach Bedarf mit Werkzeugen von der Frässpindel über Plotterstift und Schleppmesser bis hin zum Heißdrahtschneider für Styropor bestücken lassen. Vom Hersteller gibt es sogar einen eigenen kompatiblen 3D-Druckkopf und eine beheizte Bauplattform, sodass sich die Stepcraft-Maschinen nebenbei für die additive Fertigung eignen.
Selbst aufgebaut

Der Hersteller hat uns eine Stepcraft-2/420 für den Eigenbau als Testmaschine überlassen. Montiert und getestet wurde der Bausatz durch die und in der Werke, der offenen Werkstatt in Hannover. Während sich der erste Teil unserer Artikelserie zur Stepcraft-Maschine ihrem Aufbau widmete, ist diesmal der Einsatz als CNC-Fräse dran. Im ersten Schritt haben wir ausschließlich die vom Hersteller beigelegte Software WinPC-NC Starter benutzt, die vom Hersteller Lewetz stammt. Als Werkzeuge kamen sowohl ein handelsüblicher Proxxon-Bohrschleifer (IBS/E) sowie die hochwertige HF-500-Frässpindel von Stepcraft selbst zum Einsatz.
Stepcraft-2/420 im Fräseinsatz (13 Bilder)

Fixieren des Werkstücks
(Bild: Fabian Thies)
Das folgende Video zeigt eine Fräsung in Holz:
Empfohlener redaktioneller Inhalt
Mit Ihrer Zustimmung wird hier ein externes Video (TargetVideo GmbH) geladen.
Ich bin damit einverstanden, dass mir externe Inhalte angezeigt werden. Damit können personenbezogene Daten an Drittplattformen (TargetVideo GmbH) übermittelt werden. Mehr dazu in unserer Datenschutzerklärung.
Im zweiten Video fräsen wir eine Platine:
Empfohlener redaktioneller Inhalt
Mit Ihrer Zustimmung wird hier ein externes Video (TargetVideo GmbH) geladen.
Ich bin damit einverstanden, dass mir externe Inhalte angezeigt werden. Damit können personenbezogene Daten an Drittplattformen (TargetVideo GmbH) übermittelt werden. Mehr dazu in unserer Datenschutzerklärung.
Die Software WinPC-NC Starter
Bevor die digitalen Vorlagen in das Fräsprogramm WinPC-NC zur Steuerung der Maschine übertragen werden kann, muss ein passender Fräspfad berechnet werden. Dabei ist der Durchmesser des verwendeten Fräskopfes zu beachten, indem ein passender Offset des Werkzeugpfades zur beabsichtigten Fräskante des Werkstücks eingerechnet wird – außen oder innen an der Kante entlang, je nachdem, ob eine Außenkontur oder eine Aussparung herausgearbeitet werden soll. Darüber hinaus legt man die Reihenfolge der Fräsungen fest. Für solche Vorbereitungen an den Vektorgrafik-Vorlagen bietet sich etwa das Programm Estlcam an, das recht intuitiv zu bedienen und als kostenlose Testversion verfügbar ist. Bei ganz einfachen Formen kann man den Fräspfad auch von Hand in einem passendem Vektorgrafikprogramm wie etwa Inkscape zeichen.

(Bild: Fabian Thies)
Die so erstellte Datei muss für die Starter-Version von WinPC-NC, die ohne Aufpreis der Stepcraft-Maschine beiliegt, in eine HPGL-Datei verwandelt werden (Dateiendung PLT). Theoretisch ist es zwar möglich, auch die Pfade einer SVG-Datei direkt zu importieren, jedoch klappte dies bei uns im Test nicht.
Möchte man Platinen fräsen, kann man sich zum Beispiel auch von Eagle die Fräskonturen erstellen lassen. Hier muss eventuell aber die Benennung der Fräswerkzeuge in der exportierten Datei von Hand geändert werden.
Referenzfahrt, Nullpunkt und Parameter
Nach dem Start des Fräsprogramms WinPC-NC ist in der Regel eine Referenzfahrt nötig, bei der der Maschinennullpunkt ermittelt wird. Hierfür wird das Werkzeug bis zu den Endstoppschaltern an jeder Achse gefahren und danach zu einer Parkposition. Leider senkt sich das Werkzeug dort auch ab, sodass unter Umständen eine Kollision mit einem schon eingespanntem Werkstück passiert.

(Bild: Fabian Thies)
Nach dieser Prozedur kann das Werkzeug manuell an den passenden Nullpunkt eines Werkstücks gefahren werden. Zu beachten ist, dass nach einem Werkzeugwechsel mindestens der Nullpunkt der Z-Koordinate neu eingestellt werden muss. Der Werkstücknullpunkt geht unserer Erfahrung nach häufig beim Laden einer neuen Datei verloren oder verschiebt sich. Dies kann erst mit der kostenpflichtigen Vollversion von WinPC-NC zuverlässig verhindert werden. Auch ist es mit der kostenlosen Version der Software nicht möglich, die HF-Spindel beim manuellem Fahren einzuschalten. In der Vollversion ist das hingegen möglich – es ist nützlich, um zum Beispiel mal eben einen geraden Schnitt oder eine Nut zu fräsen.
(Bild: Fabian Thies)
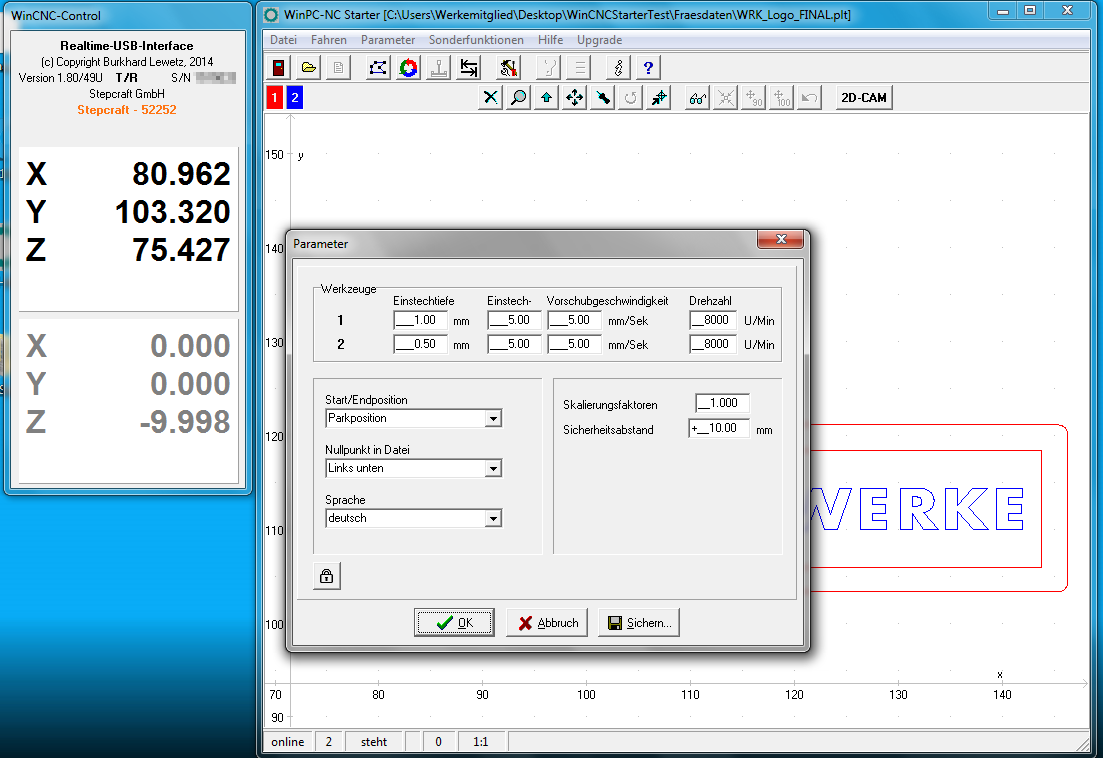
Bevor der geöffnete Fräspfad jetzt endlich abgefahren werden kann, müssen noch die Parameter passend eingestellt werden. Benutzt man die HF-Spindel, kann man auch die Drehzahl durch Parameter steuern – das eigene Steuergerät für die Spindel macht es möglich. Den Proxxon-Fräser hingegen schaltet man direkt mit dessen eigenem Schalter von Hand an und aus. Die Eingabe der Zahlen für die Parameter funktioniert nur, indem man die gesamte Zahl eingibt, einzelne Ziffern zu ändern ist nicht möglich, was wenig intuitiv wirkt.
Einschätzung
Im Vergleich zwischen dem Proxxon als Werkzeug und der HF-Spindel fallen folgende Punkte auf:
- Zum Einbau in die Werkzeugaufnahme der Stepcraft-CNC-Fräse ist ein Adapter nötig – der lag unserem Testgerät bei.
- Die Spanzange des Proxxon nimmt nur kleine Fräser auf.
- Die Leistung ist recht beschränkt – am Ende handelt es sich dabei eben doch um einen Bohrschleifer, das eigentlich dafür gedacht ist, von Hand geführt zu werden.
- Nutzbar ist das Gerät zum Bohren von Leiterplatinen, kleinere Gravuren und für gelegentliches fräsen durch weichere Materialien bei geringem Vorschub.
- Diese Frässpindel wird mit einem passendem Steuergerät direkt an die CNC-Fräse gekoppelt und kann so von der Software in der Geschwindigkeit geregelt werden.
- Mit der höheren Leistung (die 500 im Namen stehen für 500 Watt) und einer besseren Befestigung ist es möglich, Fräser mit einem Schaftdurchmesser von bis zu 8 mm zu nutzen, deutlich schneller zu fräsen und auch harte Materielien wie Messing oder Aluminium zu bearbeiten.
- Die Spannzangen zum Befestigen der Fräsköpfe oder Bohrer müssen extra zugekauft werden, was unserer Erfahrung nach mindestens 25 Euro für ein Set kostet.
Übrigens muss man bei beiden getesteten Spindeln selbst eine geeignete Führung für die Kabel und bei der HF-Spindel auch für den Sperrluftschlauch finden.
Zwischenfazit
Bei der Arbeit mit der Starter-Version von WinPC-NC stößt man bald an die Grenzen dieser Software – sie soll wohl schnell erste Ergebnisse und Erfolgserlebnisse mit der Maschine liefern, aber vermutlich auch das Bedürfnis nach der Vollversion wecken. So gibt es unter anderem folgende Einschränkungen:
- Pro Werkstück kann es nur zwei zweidimensionale Fräskonturen geben, was der Komplexität der Werkstücke enge Grenzen setzt.
- Einzig sicher unterstütztes Dateiformat ist HPGL, das eigentlich schon lange von Gcode als Standard zur Maschinensteuerung überholt wurde. Zwar kann man auch Bohrpläne in dieses Dateiformat konvertieren und die die Maschine die Bohrungen abarbeiten lassen, jedoch werden die Bohrungen nicht in der Starter-Version angezeigt.
- Der Werkstücknullpunkt bleibt nicht sicher am gleichen Ort, wenn man eine neue Datei lädt.
- Es sind nur Fräsungen bei fester Werkzeughöhe möglich, eine sich kontinuierlich vertiefende Nut zum Beispiel lässt sich so nicht herausarbeiten.
Die Vollversion ("USB-Version") der Software kann man bei Stepcraft nur direkt zusammen mit einer Fräse erwerben, sie kostet dann 200 Euro Aufpreis. Wer als Stepcraft-Besitzer die Software nachträglich kaufen will, kann das zum selben Sonderpreis direkt bei deren Hersteller Lewetz tun – regulär kostet die USB-Version dort 390 Euro.
- Wie die USB-Vollversion der WinPC-NC-Software mit der Stepcraft-Maschine zusammenarbeitet, berichten wir in Kürze ebenfalls online. Praktische Tipps zum CNC-Fräsen mit selbstgebauten oder fertig gekauften Maschinen sind auch ein Thema in der kommenden Ausgabe 1/16 der Make, die am 18. Februar erscheint.
(pek)
