Ausprobiert: Prusament PVB, mit Isopropanol glättbares 3D-Druck-Filament

PVB soll sich leicht in 3D drucken lassen und durch Behandlung mit Spezialalkohol glasklar werden. Wir haben es ausprobiert.
Beim FFF-3D-Druck formt man das Thermoplast durch Hitze in die gewünschte Form, dabei bleiben eigentlich immer Schichten sichtbar. Je nach Material kann man diese hinterher chemisch glätten, indem man die Oberfläche anlöst. ABS kann man mit Aceton glätten, aber Aceton ist nicht ganz ungefährlich und ABS nicht leicht zu drucken. PLA und PETG lassen sich gut drucken, aber nur mit Chemikalien glätten, die wir nicht guten Gewissens in der eigenen Werkstatt empfehlen können.
PVA (Polyvinylbutyral) hingegen soll Eigenschaften von PLA, wie dessen gute Druckbarkeit, mit mechanischen Eigenschaften von PETG verbinden und ist gleichzeitig mit gut erhältlichem und unproblematischem Isopropanol (IPA) glättbar. Durch die Lösbarkeit in Isopropanol sind Teile aus PVB aber auch perfekt klebbar untereinander, ideal für mehrteilige Drucke. Dies sollte es für dekorative Drucke gut geeignet machen. Mit dem Isopropanol lässt sich aber auch die Transparenz der Objekte sehr erhöhen. Sonstige "transparente" Filamente sind ja durch die Layer und die beim Druck entstehende raue Oberfläche eher nur lichtdurchlässig statt tatsächlich glasklar. Das macht neugierig, deshalb haben wir probiert, wie gut sich das Filament im praktischen Einsatz schlägt.


Wir orderten ungefärbtes Prusament PVB direkt vom Hersteller Prusa. Die Lieferung erfolgte schnell; die 500-Gramm-Spule kostete ohne Versand knapp 24 Euro, ist also deutlich teurer pro Kilo als PLA oder PETG. Wie immer bei Prusa war die Spule in einem dichten und wieder verwendbaren Zip-Beutel mit Entfeuchtergel verpackt und das Filament perfekt aufgespult. Auf einem Label wird die Dickentoleranz ausgewiesen und man kann für jeden Meter Filament, online per Barcode, die Abweichungen kontrollieren und weitere Informationen zum Material bekommen. Noch mehr steht in den sehr guten Datenblättern [1] bei Prusa.
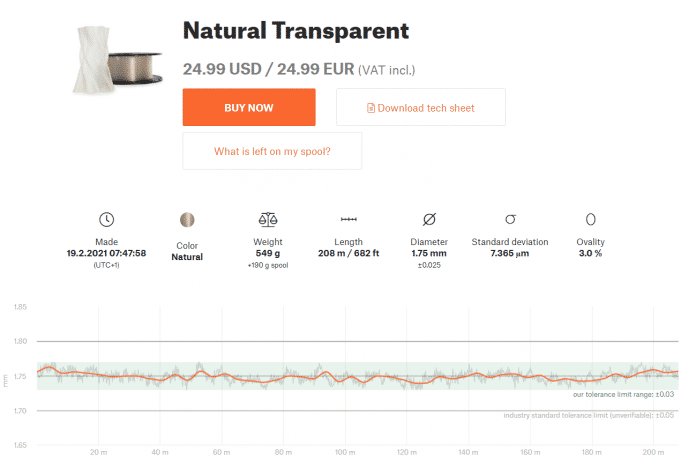
Maßhaltigkeit und Haftung
Nun aber zu den bekannten Nachteilen von PVB. Wie man an den Spulendaten sieht, ist die Maßhaltigkeit zwar insgesamt gut, aber im Vergleich zu anderen Prusa-Spulen mit PLA und PETG sind die Abweichungen doch doppelt bis fast das Zehnfache größer. In der Praxis ist das zwar nur bei sehr feinen Drucken auf perfekt eingestellten Druckern relevant, aber gerade wenn man hinterher glätten oder trasparente Deko-Objekte drucken will, doch störend. Hierzu muss aber gesagt werden, dass unsere Spule schon vor einiger Zeit hergestellt wurde und schon etwas länger im Lager bei Prusa lag. Eventuell wurden die Herstellungsverfahren seither noch verbessert.

 [2]
[2]Für mechanische Bauteile ist die, wie bei PLA, niedrige Temperatur-Resistenz von ca. 55°C zu beachten. Prusa empfiehlt gleichzeitig eine Druckbett-Temperatur von 75°C, dies weist schon auf eine hohe Tendenz zum Warping hin – derTendenz, dass sich längere Objekte verbiegen und vom Druckbett lösen. Weiterhin wird eine niedrigere Haftung der Layer untereinander angegeben, dies kann aber durch die spätere Behandlung mit Isopropanol etwas verbessert werden, besonders fragil waren die Drucke in unserem Test aber auch ohne diese nicht.
Testdrucke
Prusament PVB (0 Bilder) [3]
Zuerst wurde von uns ein Treefrog [5] in 60% seiner normalen Größe (Länge etwa 50mm) gedruckt. Es wurde ein Prusa i3 Mk2 mit modifiziertem Bauteillüfter benutzt, als Software PrusaSlicer mit dem von Prusa bereitgestellten Profil. Kritische Stellen sind hier die Vorderbeine, die besonders bei 60% Größe gut die Tendenz zum Curling (Hochbiegen von feinen Details) anzeigen. Der Bauch, der ein recht steiler Überhang ist, ist ein weiterer guter Indikator für die Qualitöt eines Filaments.
In unserem Versuch trat sehr deutliches Curling auf, die Haftung der erst partiell gedruckten Beine reichte aber aus, dass die eine oder andere Kollision von Druck mit der Düse nicht zu einem Fehldruck führte. Es wurden weitere Versuche durchgeführt, unter anderem mit weniger Kühlung und geringerer Druckbett-Temperatur. Leider alles erfolglos, es gingen einige gehbehinderte Frösche vom Bett. Die einzige Methode, die erfolgreich war, bestand darin, die Druckgeschwindigkeit zu verringern. Dies kann global oder per Autocooling im PrusaSlicer geschehen, was dafür sorgt, dass die frischen Schichten Zeit zum Auskühlen haben. Weiterhin steigert ein langsameres Drucken auch die Transparenz, dazu gleich mehr.
Die Haftung ist auf den meisten PEI-beschichteten Druckbetten (siehe Prusa-Material Guide [6]) gut, allerdings neigt auch PVB zum Warpen. Dies kann durch eine höhere Druckbett-Temperatur abgemildert werden, allerdings steigt so wieder die Curling-Tendenz, besonders in Layern nahe dem Druckbett. Zudem ist PVB auch hygroskopisch, d.h. es zieht aus de Luftfeuchte Wasser und damit sinkt die Druckbarkeit. Es sollte also trocken gelagert werden oder muss vor dem Drucken aufwändig getrocknet werden. Man muss also beim Drucken mehr beachten als bei PLA und PETG und dies, verbunden mit dem deutlich höheren Kilopreis, führt dazu, dass man PVB eigentlich nur einsetzen will, wenn man die Drucke hinterher tatsächlich glätten oder glasklar machen will.
Glättung (Smoothing)
Die Glättung von PVB ist mit dem recht unproblematischen Alkohol Isopropanol (>70 Vol%) möglich. Dies ist geradezu erholsam in der Handhabung, wenn man schon Erfahrungen mit anderen Chemikalien zum Glätten hat, etwa Aceton für ABS. Die Ergebnisse sind, wie man in der Bilderstrecke sehen kann, wirklich gut. Zur Verdeutlichung wurden zwei Testfrösche mit mattem Lack angesprüht, um den Glättungseffekt zu verdeutlichen.
2-Propanol, Isopropanol, IPA: Die Dämpfe wirken betäubend. Der Kontakt verursacht Reizungen der Augen und der Schleimhäute. Beim Umgang sollte für ausreichende Lüftung gesorgt werden. Weiterhin können sich explosive Luft/Isopropanol-Dämpfe bilden und es ist leicht entzündlich. Daher immer auf gute Lüftung achten und Zündquellen fernhalten.
Wir haben verschiedene Methoden des Glättens ausprobiert: Tauchen, Bepinseln, Benebeln und in der Gasphase. Bei allen Verfahren gilt, dass die angelöste Oberfläche noch recht lange klebrig ist. Man sieht jedes Staubkorn und jeden Fingerabdruck, wenn man nicht vorsichtig und sauber arbeitet. Auch kleben die Drucke gerne überall fest, ein flexibles Alublech, eine alte CD-Unterseite oder Klebeband (muss natürlich Isopropanol-resistent sein) als Unterlage helfen beim späteren Entfernen. Weiterhin kann man den Druck, an einer später unsichtbaren Stelle, mit Draht oder einem Holzspieß befestigen.
Tauchen: Der Druck wird, mit Trocknungspausen dazwischen, mehrmals in Isopropanol getaucht. Hierbei kann man den Glättungserfolg gut beobachten. Es sind auch starke Glättungen möglich.
Benebeln: Mittels eines "Zerstäubers" (Parfümflakon o.ä.) wird Isopropanol auf den Druck gesprüht. Hierbei kann man, in gewissen Maße, die Stärke der Glättung an auf verschiedenen Stellen des Objekts variieren. Die Trockenzeiten sind kürzer als beim Tauchen, aber man muss mehr Wiederholungen machen. Am besten im Freien oder unter eine Absaugung durchführen! Dabei aber, besonders im Freien, auf Staub und Insekten achten, die sich gerne auf helle Objekte setzen.
Pinseln: Hier kann man selektiv arbeiten, allerdings können sich zu harte Borsten auf dem Druck abzeichnen und der Pinsel sollte keine Borsten verlieren, die dann ankleben und ohne Beschädigung der Oberfläche nur schwer zu entfernen sind.
Beim Glätten in der Gasphase macht man es wie beim Glätten von ABS in Aceton: Das Objekt steht in einem verschlossenen Behälter, erhöht über einem Schwamm oder Tuch, die mit Isopropanol getränkt sind. Hier sind die Verweilzeiten tendenziell höher als bei den anderen Verfahren (sprich: Stunden), und wenn man den Druck nicht rechtzeitig herausnimmt, sind Details, wie die kleinen Füßchen des Frosches, schon zu klaren PVB-Tropfen verschmolzen.
Nach dem Glätten muss man das Isopropanol gut ausdampfen lassen, damit das PVB wieder eine gute Härte bekommt. Besonders wenn man das Objekt lange taucht oder in der Gasphase hatte, kann Isopropanol tief in das Objekt eindringen und von dort das Objekt noch lange weich machen. Auch können sich dünne Wände verformen und so das Objekt unbrauchbar machen.
Wir empfanden das Glätten durch Tauchen am einfachsten. Man kann die Glättung durch die Dauer und Häufigkeit des Tauchens gut steuern. Alle Testobjekte wurden mit Absicht in 0,2mm dicken Schichten gedruckt, um den Effekt zu demonstrieren.
Transparenz
Möchte man transparente Drucke, so sollte man langsam und mit möglichst großem Düsendurchmesser drucken. Letzteres konnten wir in der vorhandenen Zeit nicht testen. Alle Testdrucke wurden mit der Standarddüse von 0,4mm in 0,2mm Schichtdicke gedruckt. Dennoch sind die Auswirkungen der Glättung für die Transparenz deutlich sichtbar, vor allem im Vergleich mit lichtdurchlässigen Filamenten aus anderem Material.
Prusament PVB Transparenz (5 Bilder) [7]

Für die Tasten aus der Bilderstrecke wurde für die erste Schicht 0,32mm Layerhöhe benutzt. Diese lässt sich noch gut von beiden Seiten glätten und hält mehr aus. Die Kappen wurden dann in Isopropanol getaucht und, auf dem offenen Rand stehend, trocknen gelassen. Die dünnen Objekte sind mit Vorsicht zu behandeln, lassen sich aber zerstörungsfrei vom Druckbett ablösen. Die Glättung und damit die Verklebung der Layer- und Perimeter-Grenzen verbessert die Haltbarkeit nochmals.
Fazit
Uns hat das PVB-Filament von Prusa Freude bereitet und uns zwei Anwendungen mehr für den 3D-Druck erschlossen. War bisher das Glätten von FFF-Drucken eine gefährliche Sache, so kann es nun fast in der guten Stube eingesetzt werden, um dekoratives ohne sichtbare Layerstrukturen zu drucken. Auch die Möglichkeit halbwegs transparente Objekte zu drucken, hat seine Anwendung gefunden. Dies war doch bisher eindeutig die Domäne von Harz-Druckern [9]. (caw [10])
URL dieses Artikels:
https://www.heise.de/-6026113
Links in diesem Artikel:
[1] https://prusament.com/materials/prusament-pvb
[2] https://www.heise.de/make
[3] https://www.heise.de/bilderstrecke/3094696.html?back=6026113;back=6026113
[4] https://www.heise.de/bilderstrecke/3094696.html?back=6026113;back=6026113
[5] https://www.thingiverse.com/thing:18479
[6] https://help.prusa3d.com/en/materials
[7] https://www.heise.de/bilderstrecke/3095211.html?back=6026113
[8] https://www.heise.de/bilderstrecke/3095211.html?back=6026113
[9] https://www.heise.de/news/YouTube-Maker-baut-3D-Lentikular-Display-aus-dem-Resin-Drucker-5989402.html
[10] mailto:caw@make-magazin.de
Copyright © 2021 Heise Medien