Prusa Slicer in Version 2.3: Viele nützliche Neuerungen für Maker
Der Prusa Slicer ist nicht nur bei Besitzern eines Prusa-Druckers beliebt, er lässt sich für nahezu alle 3D-Drucker verwenden. Wir zeigen, was in 2.3 neu ist.
Prusa hat vor ein paar Jahren begonnen, den Open-Source-Slicer "Slic3r" weiterzuentwickeln, um zusammen mit ihren Druckern einen guten Slicer ausliefern zu können. Obwohl Prusa Slicer hauptsächlich von einem bezahlten Entwickler-Team kommt, ist er dennoch komplett Open Source und lädt zur Mitarbeit ein.
Neben der Freiheit, die man durch ein Open-Source-Produkt gewinnt, hat dies auch den Nebeneffekt, dass immer mehr firmenfremde Drucker mit Prusa Slicer verwendet werden können. Die Möglichkeiten und Assistenten um beliebige Drucker einzubinden und sogar fertige mitgelieferte Profile für Fremddrucker sind in Version 2.3 stark erweitert worden.
Übrigens unterstützt der Prusa Slicer auch Resin-Drucker, vornehmlich aber den SL1 von Prusa, da die Hersteller hier gern ihr eigenes Süppchen kochen und die Druckdateien kaum kompatibel sind. Da das Slicing für Resin-Drucker in Prusa Slicer gut funktioniert, gibt es in diesem Feld Bestrebungen der Community den Prusa Slicer auch für andere Resin-Drucker zu öffnen. Im Moment sind bereits Tools verfügbar, wie z.B. die UVTools [1], die eine Umwandlung in das jeweils benötigte Format ermöglichen. Ein lückenloser Workflow direkt aus dem Slicer ist aber noch nicht möglich.
In diesem Artikel geht es um die besonders für Maker interessanten neuen Funktionen. Informationen zu den grundlegenden Fähigkeiten des Prusa Slicers und ein Vergleich zu den Mitbewerbern liefert unser Make Slicer-Test [2].
Neu: Aufmalstützen
Die vielleicht größte und wichtigste Neuerung in 2.3 sind die "Aufmalstützen" (Paint on Supports, Stützstrukturen). Bei allen Freiheiten, die uns Makern die 3D-Drucker gebracht haben, ist eine Tatsache immer noch Gesetz: Ein 3D-Drucker kann nicht in die Luft drucken, es muss immer die Druckplatte oder ein Teil des bereits gedruckten Modells als Basis vorhanden sein. Ist dies nicht der Fall, kann man den Drucker manchmal Brücken aus Filament ziehen lassen oder durch spezielle Konstruktionstricks die Notwendigkeit für Stützen (Support) vermeiden. Andernfalls muss man Stützen drucken, die nach der Fertigstellung wiederum entfernt werden müssen. Die bisherigen automatischen Verfahren zur Generierung von Stützstrukturen sind nur in geringem Maße beeinflussbar und produzieren gerne mal zu viel oder falsch platzierte Stützen.
Empfohlener redaktioneller Inhalt
Mit Ihrer Zustimmung wird hier ein externes YouTube-Video (Google Ireland Limited) geladen.
Ich bin damit einverstanden, dass mir externe Inhalte angezeigt werden. Damit können personenbezogene Daten an Drittplattformen (Google Ireland Limited) übermittelt werden. Mehr dazu in unserer Datenschutzerklärung [9].
Ein erfahrener Maker oder der Konstrukteur des zu druckenden Objekts weiß aber am besten, wo wirklich Stützstrukturen benötigt werden. Hier kommen jetzt die Aufmalstützen zu Hilfe: Man markiert mit der Maus die Stellen, die Unterstützung brauchen – oder wo keine Stützen erzeugt werden sollen – und sieht im Slicer das Ergebnis vor dem Druck. Achtung: das Icon für die Aufmalstützen wird im Slicer erst ab Level "Erweitert" angezeigt!
Somit hat man jetzt ein ganzes Arsenal von Funktionen zur Generierung von Stützstrukturen zur Verfügung. Sie können im Projekt als .mf3-Datei gespeichert werden, sodass man sie später anpassen oder weitergeben kann.

 [10]
[10]Flächen Bügeln

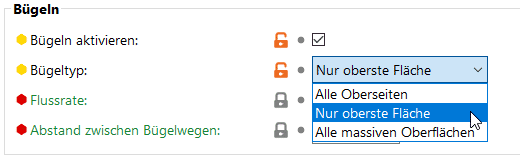
Das Bügeln (Ironing) sorgt für glatte Oberflächen auf flachen, zur Druckplattform parallelen Flächen. Bisher war die glatteste Fläche eines Ausdrucks immer die unterste, auf dem Druckbett haftende Schicht. Wollte man andere parallele Flächen in ähnlicher Güte, so musste man entweder schleifen oder das Werkstück anders ausrichten. Das Bügeln (Ironing) in Prusa Slicer 2.3 führt nun zu ähnlich guten Oberflächen, indem es in einem weiteren Arbeitsschritt eine sehr dünne Schicht geschmolzenes Filament aufbringt und mit der Druckdüse diese Schicht fein glättet. Dies funktioniert natürlich nur auf Flächen, die parallel zum Druckbett liegen – erspart aber in vielen Fällen, dass man diese Flächen später schleifen muss.

Ironing erhöht die Druckzeit deutlich und funktioniert am besten bei Namensschildern, Logos, Abzeichen, Schachteln, Deckeln und Ähnlichem. An Figuren und sonstigen, eher organischen Formen, hat es wenig bis keine Auswirkungen.
Monoton(isch)es Infill
Monotonisches Infill klingt langweilig, ist aber eine Neuerung, die wir uns schon seit langer Zeit gewünscht haben. Wie oben bereits geschrieben, war die schönste Fläche eines 3D-Drucks fast immer die erste direkt auf dem Druckbett – bis der Slicer dann plötzlich entscheidet, mit dem Füllen dieser Fläche aufzuhören, einen kleinen Teil woanders zu füllen und dann wieder an der ersten Füllung anzusetzen. Resultat ist dann eine ungleichmäßige Füllung, besonders bei komplizierten Objekten mit vielen Durchbrüchen. Die entstehenden Ansatzpunkte sowie Richtungsänderungen in der Füllung sieht man sehr deutlich.
Empfohlener redaktioneller Inhalt
Mit Ihrer Zustimmung wird hier ein externes Video (TargetVideo GmbH) geladen.
Ich bin damit einverstanden, dass mir externe Inhalte angezeigt werden. Damit können personenbezogene Daten an Drittplattformen (TargetVideo GmbH) übermittelt werden. Mehr dazu in unserer Datenschutzerklärung [11].
Die neue Funktion berechnet nun den Pfad des Druckkopfes besser und versucht Flächen möglichst in einem Durchgang in gleicher Richtung zu füllen – soweit es geometrisch möglich ist. Dies erzeugt eine wesentlich ebenmäßigere Oberfläche.
Aufmal-Nähte
Bei jeder neuen Schicht, die gedruckt wird, muss (außer im Spiral-Vase-Mode) die Extrusion kurz unterbrochen werden, um Klumpen und Fäden zu vermeiden. Selbst wenn man diesen Vorgang fein einstellt, ergeben sich Lücken oder Nähte in den Außenperimetern. Dies ist technisch nicht zu verhindern.

Es gab schon längere Zeit die Möglichkeit diese "Naht" in den Einstellungen zu beeinflussen: Man konnte die Ansatzpunkte verteilen, in einer kontinuierlichen Naht sammeln oder sie verstecken (auf die Rückseite des Drucks verschieben). Mit der neuen Funktion ist es nun aber möglich, genau und für jede Höhe des Objekts zu bestimmen, wo die Ansatzpunkte liegen sollen. Dies ermöglicht dann die Nähte nach künstlerischen oder technischen Aspekten (Stabilität, Einbaulage des Teils, Passung) anzuordnen.

Wir haben doch keine Zeit!
3D-Drucke können – je nach Objekt – sehr lange dauern und viel Material verbrauchen, deshalb sollte man bestrebt sein, die Druckzeit und den Materialverbrauch zu optimieren. Eine sehr gute Hilfe in Prusa Slicer 2.3 ist die neue detaillierte Analyse der Druckzeit pro Feature, sozusagen ein Profiler für 3D-Drucke. Diese Anzeige erscheint jeweils nach dem Slicing des Modells.

Dort erkennt man dann, dass z.B. der Infill einen sehr großen Teil der Zeit beansprucht und kann daraufhin ein anderes, schnelleres oder weniger dichtes Füllmuster auswählen. In solch einem Fall kann man auch sehr gut mit dem neuen adaptiven kubischen Füllmuster sparen. Dies verringert automatisch die Dichte der Füllung im Inneren des Objekts und spart somit sowohl Druckzeit, als auch Material.

Möchte man viele Objekte gleichzeitig drucken, so wurde die Funktion automatisches Anordnen mit anpassbarem Abstand und einer Option zum automatischen Rotieren der Teile erweitert. Dies sorgt nicht nur dafür, dass man mehr Teile auf das Druckbett bekommt (ohne lange Puzzeln zu müssen), sondern sorgt auch für weniger Leerfahrten des Druckkopfes, weil die Teile näher zusammenliegen. Auch diesem Zeitkiller kann man mittels des oben beschriebenen Profilers auf die Spur kommen.

Noch ein Zeitsparer und Qualitätsbringer: Die Funktion Kreuzen der Kontur vermeiden ist schneller und genauer geworden, dies vermeidet Fäden und die Beschädigung von Perimetern in komplexen Objekten.

Nicht nur Druckzeit kann man mit der neuen Version sparen, auch unsere Arbeits- und Lebenszeit: In der mittlerweile riesigen Optionsfülle von Prusa Slicer verliert man auch als erfahrene Anwenderin schnell mal die Übersicht und sucht dann lange nach einer Option. Jetzt kann mit der Suchfunktion Strg-F nach Optionen gesucht werden. Man wird direkt zur passenden Stelle in den Optionen geleitet und mit einem blinkenden Pfeil an der entsprechenden Stelle aufmerksam gemacht.
Die Option physikalische Druckerprofile ist ebenfalls neu, was Makerspaces und sonstige Anwender mit vielen Druckern freuen wird. Die Adresse und Einstellungen von Netzwerkdruckern sind nun vom eigentlichen Druckprofil getrennt. Wenn viele Drucker die gleichen Profile benutzen und etwa per Octoprint über das Netz erreichbar sind, spart diese Neuerung viel Zeit und senkt den Wartungsaufwand deutlich.
Mehr Informationen
Ganz ausführlich können Sie sämtliche Änderungen auf Deutsch in Prusas Blog [12] nachlesen, wobei uns die eingedeutschten Begriffe "Aufmalstützen" und "Bügeln" immer noch etwas merkwürdig vorkommen, wenn es um 3D-Drucker geht. Wenn Sie Prusa Slicer in englischer Sprache benutzen, gibt es den Blog-Post [13]von Prusa natürlich auch in dieser und vielen anderen Sprachen. (caw [14])
URL dieses Artikels:
https://www.heise.de/-5057542
Links in diesem Artikel:
- https://github.com/sn4k3/UVtools
- https://www.heise.de/tests/3D-Druck-Slicer-Cura-Slic3r-und-PrusaSlicer-im-Vergleichstest-4864062.html
- https://www.heise.de/ratgeber/So-geht-s-Klemmbaustein-Modelle-nach-Wunsch-mit-Blender-und-3D-Drucker-bauen-9347531.html
- https://www.heise.de/ratgeber/Ladestecker-Huelle-mit-3D-Drucker-und-Blender-herstellen-9336111.html
- https://www.heise.de/ratgeber/Blumenkastenabdeckung-mit-Blender-nachbauen-und-ersetzen-9336340.html
- https://www.heise.de/ratgeber/3D-Kurs-fuer-Maker-Konstruieren-mit-Blender-2-8-4577160.html
- https://shop.heise.de/make-tutorial-konstruieren-mit-blender-2-8
- https://www.heise.de/forum/Make/Kommentare/3D-Kurs-fuer-Maker-Konstruieren-mit-Blender-2-8/forum-439159/
- https://www.heise.de/Datenschutzerklaerung-der-Heise-Medien-GmbH-Co-KG-4860.html
- https://www.heise.de/make
- https://www.heise.de/Datenschutzerklaerung-der-Heise-Medien-GmbH-Co-KG-4860.html
- https://blog.prusaprinters.org/de/prusaslicer-2-3-ist-da-aufmal-stuetzen-buegeln-und-mehr_42475/
- https://blog.prusaprinters.org/prusaslicer-2-3-is-out-paint-on-supports-ironing-and-more_42475/
- mailto:caw@make-magazin.de
Copyright © 2021 Heise Medien